RFID Inventory Management System
- Share
- Issue Time
- Jun 24,2026
Summary
This inventory management system is designed to help management teams accurately locate products anytime and handle urgent orders rapidly with minimal effort. Built with cutting-edge RFID technology, it creates seamless integration between automated machinery and office management software, guaranteeing full data transparency and uninterrupted warehouse logistics workflows.

Overview
This inventory management system is designed to help management teams accurately locate products anytime and handle urgent orders rapidly with minimal effort. Built with cutting-edge RFID technology, it creates seamless integration between automated machinery and office management software, guaranteeing full data transparency and uninterrupted warehouse logistics workflows.
Core Benefits of RFID Technology
Every RFID tag carries an exclusive TID, serving as a unique identifier for individual goods.
Portable data collection terminals accelerate inventory audits and goods transfer procedures.
Users can quickly locate target items or misplaced assets via handheld collection devices.
Functional Module List
Product Query: Access data imported from desktop computers
Query History: Review all past operation records
Automatic Stocktaking: Cross-check physical goods against imported database records
Stocktaking Log: Archive historical inventory statistics
Data Import: Upload existing local data to the system
Data Export: Download updated inventory data to computers for backup
Tag Matching: One-to-one association between unique RFID tags and original barcode labels
Data Editing: Modify detailed information for single items
Tag Encoding: Write customized data into RFID tags
Pallet-Based Stocktaking: Complete batch counting by individual pallets
Multi-Tag Reading: Simultaneously scan unlimited quantities of RFID tags

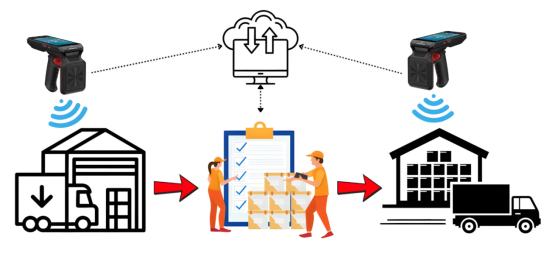
Standard Operation Workflow
Step 1: Goods Receipt & Storage
Upon warehouse inbound, handheld data collectors read information embedded in RFID tags. Merchandise details can be imported to the backend computer system instantly. Users may edit information of newly arrived goods or complete matching between RFID tags and barcodes on the management platform as required.
Step 2: Daily Warehouse Supervision
Throughout routine warehouse operations, data collection terminals track real-time goods movement and execute ongoing inventory control. The backend system supports instant inquiries for product profiles and historical circulation logs, and stocktaking tasks can be triggered on demand.
Step 3: Goods Outbound & Data Sync
Before goods leave the warehouse, data terminals verify outbound items. The computer system automatically refreshes inventory figures, and updated datasets can be exported and stored as backups.
Key System Advantages
1. Precise Location & Instant Response
Leveraging the unique ID of each RFID tag, the system enables accurate identification and positioning of all products around the clock, supporting fast fulfillment of rush customer orders.
2. Full Data Visibility & Optimized Logistics
Seamless connectivity between automated equipment and management software delivers complete data transparency across all links. It streamlines end-to-end warehouse logistics, minimizes manual operational errors and slashes time expenditure.
3. Flexible Dual Operation Modes
Handheld data terminals and the backend computer system support two working modes:
- Standalone operation to satisfy simple, lightweight management scenarios
- Collaborative linkage to tackle complex, multi-step warehouse tasks
This dual-mode design greatly improves the system's environmental adaptability and practical usability for diverse business needs.